製品開発、プロセス開発、新規生産設備検討などをスピーディーに進める
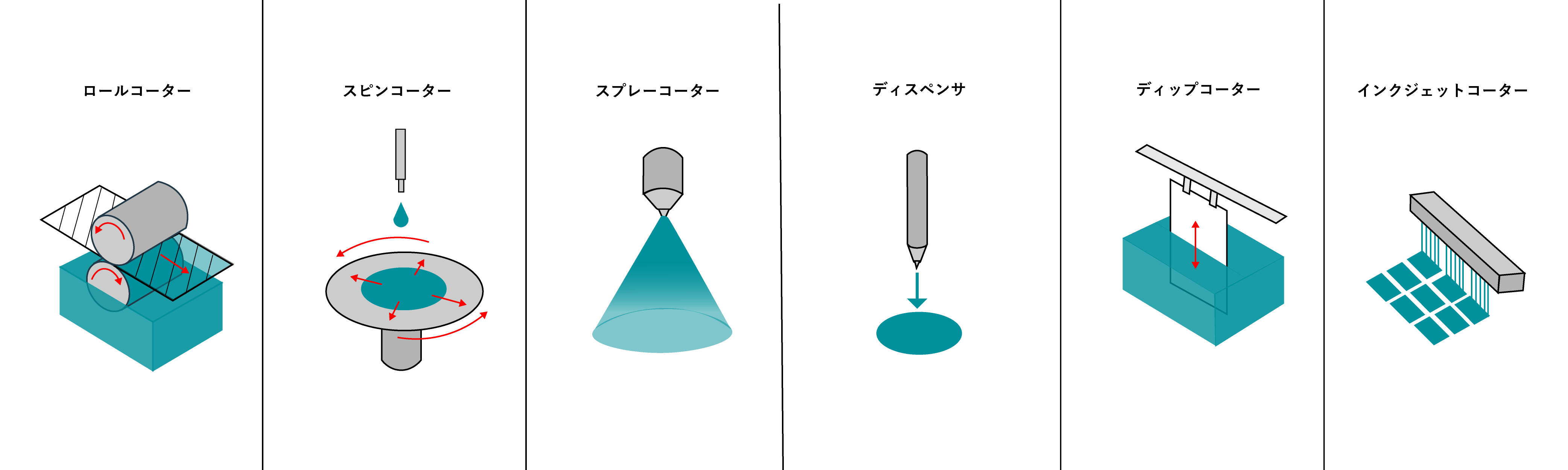
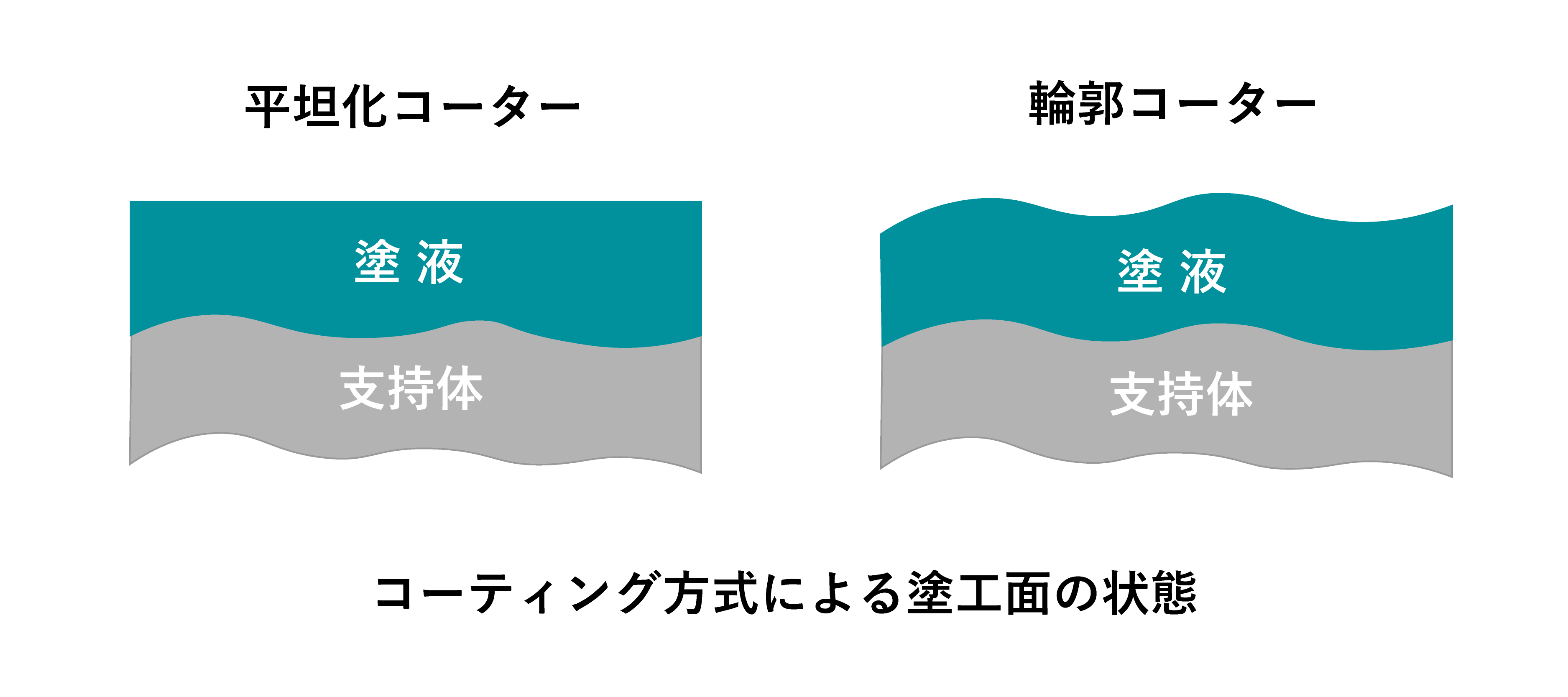
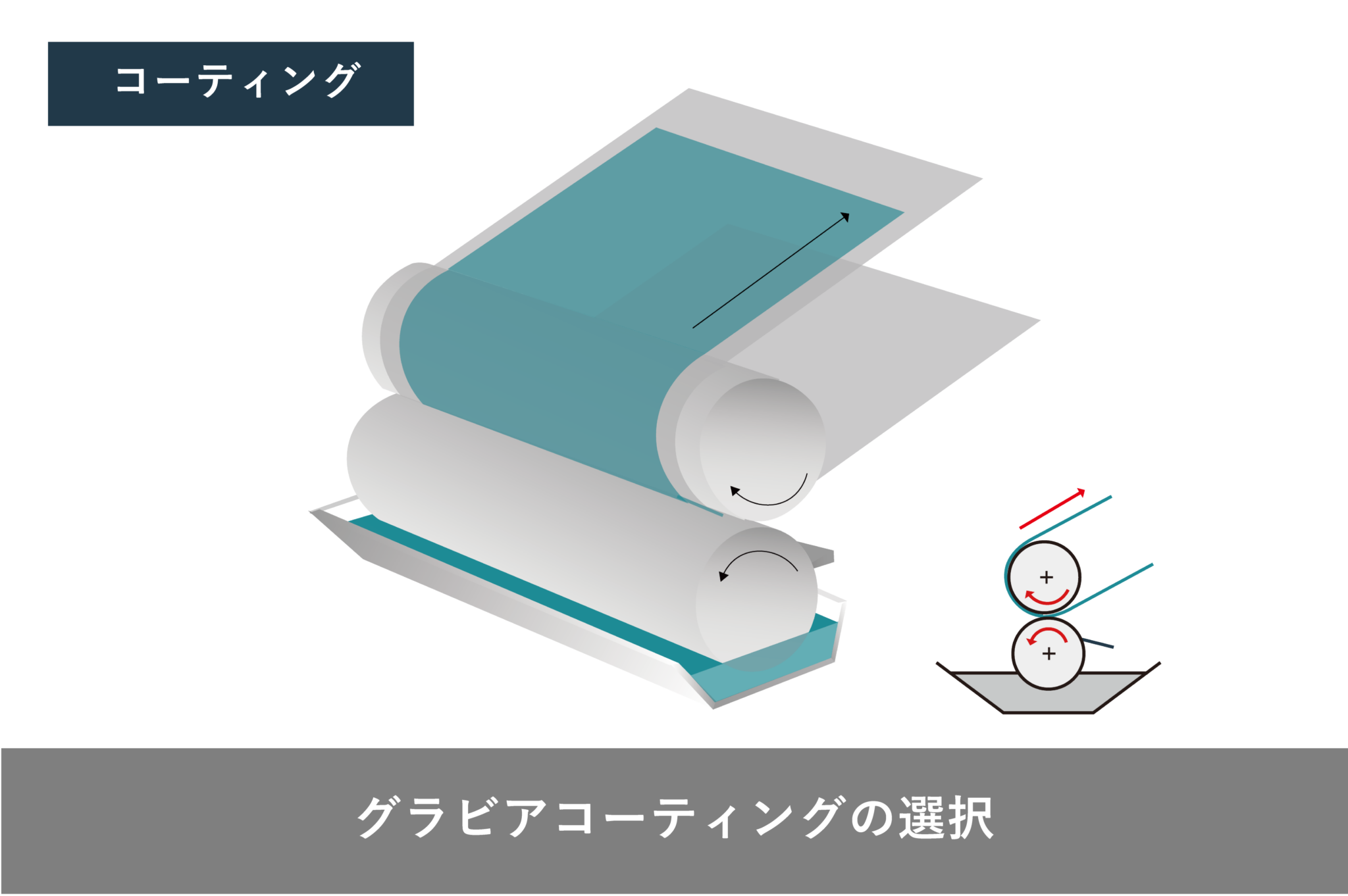
塗工方法の選択は、機能性だけでなく、塗工液の自由度(粘度調整、固形分濃度、分散媒、分散粒子、顔料、添加剤など)も制限を受けます。また、設備投資などのイニシャルコスト、生産性を考慮して最適な製造プロセス、コーティング方法を選択し、製品を早期に上市することが重要です。
例えば化学メーカーで新規材料を開発している場合は、開発した材料が顧客によってどのように活用されるか、その後のプロセスまで視野に入れる必要があります。
一方、コンバーター、加工メーカーは、ノウハウを最大限に活かした効率的な塗工技術の確立が重要な課題です。既存設備との整合性や、新たな生産手段への対応も考慮する必要があります。
しかしながら、既存の生産設備を用いてのプロセス条件検討、テストピース作成を行うには以下の大きな課題があります。
1.膨大な材料コスト
2.生産をストップすることによる機会損失、既存製品の生産量低減
3.気軽に試す時間、日程を作れない
4.生産再開時へのコンタミ、生産機トラブルへの懸念
当社のテストコーターは、上記の課題を解決し、新たな製品開発、プロセス開発、新規生産設備検討などをスピーディーにおこなうための大きな役割を果たします。
当社デモルームでは卓上テストコーター、R2Rパイロットコーターをお試し頂ける環境が整っており、塗工液と塗工方法の組み合わせを探る、最適な製造プロセス条件、簡易的なサンプル試作をサポートいたします。
ラボ/パイロットコーター VCML
数百ccの塗工液で、300mm幅の基材に塗工できるため、開発者自身が気軽にテストできます。

12種類以上の印刷、塗工が選択可能 オプションでUV(ランプ、LED)が可能
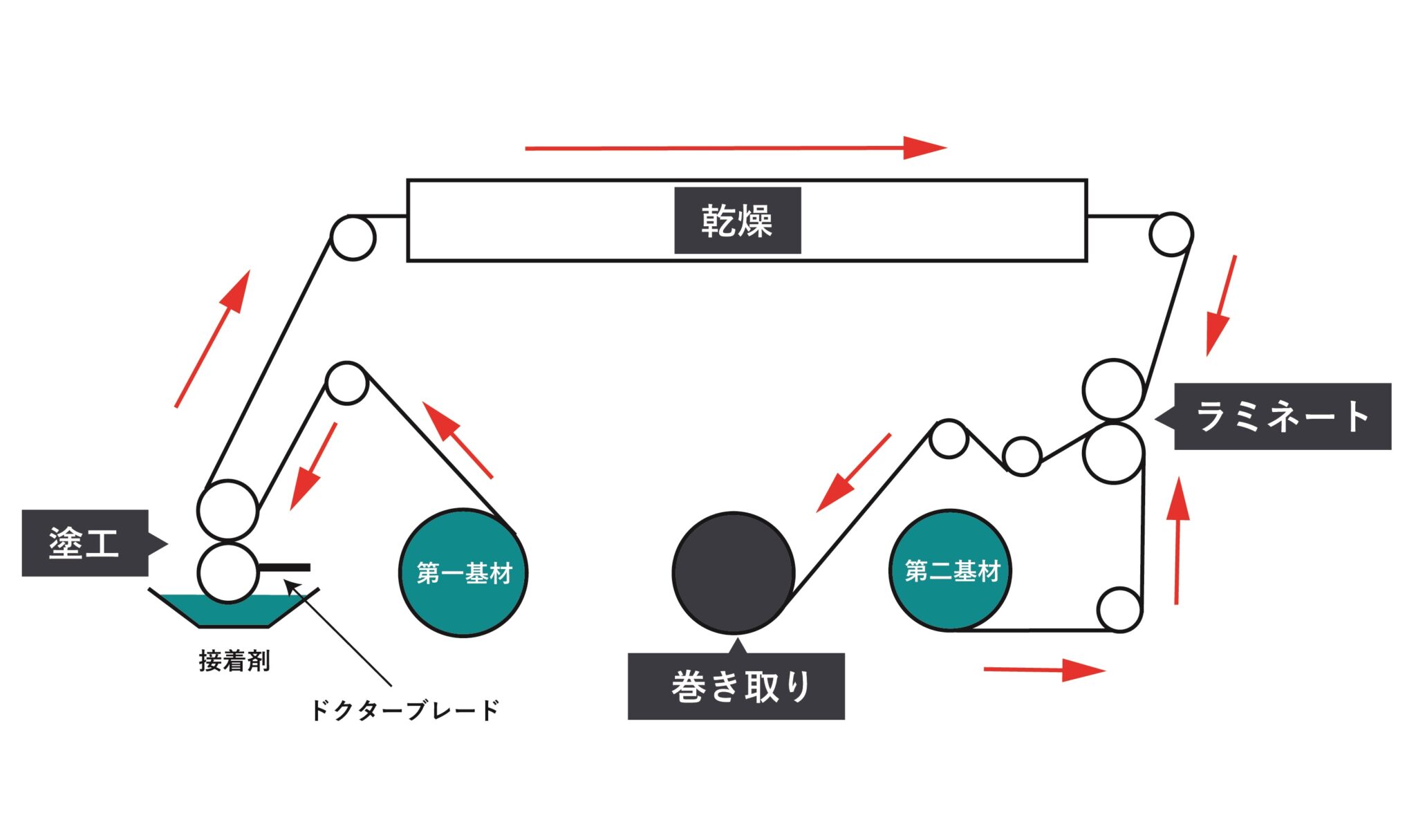
生産機との相関が取れる試験ができ、材料開発/ サンプル作製/ 量産前試験/ 生産現場で発生した不具合の検証などのスピードアップ、コストダウンを実現します。
ラボ/パイロットコーター VCML 塗工、印刷方式一覧
フレキソ印刷 /グラビア印刷 / ロータリースクリーン印刷 / ダイレクトグラビア /リバースグラビア / オフセットグラビア / メーターバー / ナイフオーバーロール /コンマ・バー / 差動オフセットグラビア/ エアナイフ / スロット・ダイ 他
・オプション
UV(ランプ、LED)※窒素パージ選択可、コロナ処理、熱風乾燥、IR乾燥、加熱ラミネーター、電気テンション制御、エッジガイドetc
卓上テストコーター K303Sマルチコーター/UV-LED
卓上テストコーターでは、数ccの材料でA3まで基材でのテストピース作成が可能です。

バーコーター/ アプリケーター/ グラビア/フレキソ/ ラミネートの印刷・塗工方式に対応
・A3 サイズまでのサンプルを手軽に作成
・UV-LED照射器が搭載可能!印刷、塗工後直ぐにUV照射ができます
・少量の材料で的確な試験が可能
・印刷、塗工スピード設定40m/min
・人的誤差を無くした再現性ある試験が可能
新横浜デモルームにてテスト受付中!
松尾産業デモルームにて、ラボ/パイロットコーターVCMLのテストが可能です。
▼テストコーターを用いた技術サポートや試作検討について、ぜひお気軽にご相談ください。
塗工・印刷技術、R&Dや新商品開発を加速させるお役立ち情報をまとめた特集ページはこちら。
 INCUBATION 「DIAM」
INCUBATION 「DIAM」
 PEAKS MEDIA
PEAKS MEDIA
 デモルーム
デモルーム
 会社概要
会社概要
 グループ拠点
グループ拠点
 沿革
沿革
 VALUES
VALUES
 OUR HISTORY
OUR HISTORY
 TOPメッセージ
TOPメッセージ
 MATSUOのリアル
MATSUOのリアル